企业名称:welcome海洋之神中心通道
电 话:86 0532 87257991
销售热线:15066186151 13506429638
传真号码:0532-87257991
电子邮箱:xianling721@163.com
网 址:
公司地址:山东省青岛胶州市北关工业园广东路19号
随着社会的发展,管材挤出机成为了很多行业的选择,不仅仅是因为生产出的产品比较好,并且也是因为质量上乘,能够成为很多消费者的选择,下面我们一起来了解一下管材挤出机的工作原理吧。
管材挤出机的挤压成形是塑料成型加工的基本成型方法之一,大多数热塑性塑料都能采用这种方法加工,具有以下特点:生产过程是连续的,因此其产品均连续,生产效率高,投资少,挤出成型工艺就是将塑料加热、摩擦剪切,使之呈粘水状态,在加压的情况下,通过具有一定形状的口模而成截面与口模形状相仿的连续体,,使其具有一定几何形状和尺寸的塑料,得到所需的制品。
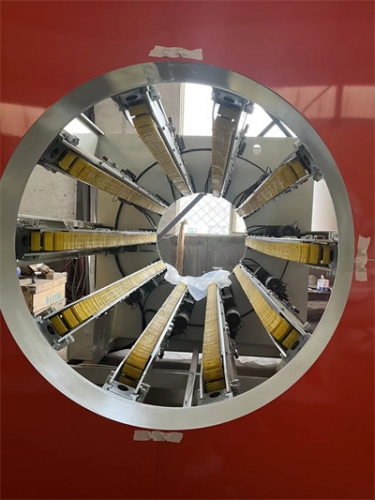
生产线组成:挤出机由主机、机头、印刷装置、切割装置等组成。
主机:螺旋料筒:螺杆是挤出机的心脏,一切都直接或间接地集中于螺杆上,它对物料进行输送、混炼、塑化,直接影响产品质量,一般将螺杆分为三段:加料、压缩段(熔融段)、计量段(均化段)。

进料段:一般为段,双螺杆加料段螺槽较深,体积较大,有利于增加物料的输入与压缩,此区域温度一般不能过高,否则会有熔料粘在进料口表面,造成进入挤出机的料流或搭桥断料。
压榨部分:一般为二、三段,此段的特点是螺距的变化,断牙破齿和螺纹宽度均匀变化,物料受到较强的挤压,在剪切作用下物料得到很好的塑化与混合,这段物料有真空出气孔,将物料中的气体排出。
测量部分:此段螺杆的螺槽在整个螺杆中浅,体积小,其螺杆和螺纹形式基本上不变,熔融塑化的物料在此段内被进一步压缩,并使塑化均匀细化,因为物料在这一段运动比较均一,减小了物料的挤出波动性,提高了进入模具的料流稳定性。

| 地址 :山东省青岛胶州市北关工业园广东路19号 | |
 | 服务热线:15066186151 13506429638 |
| 电话:86 0532 87257991 | |
 | 邮箱:xianling721@163.com |

 welcome海洋之神中心通道
welcome海洋之神中心通道 服务热线 :150-6618-6151
服务热线 :150-6618-6151